| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
|---|---|
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |

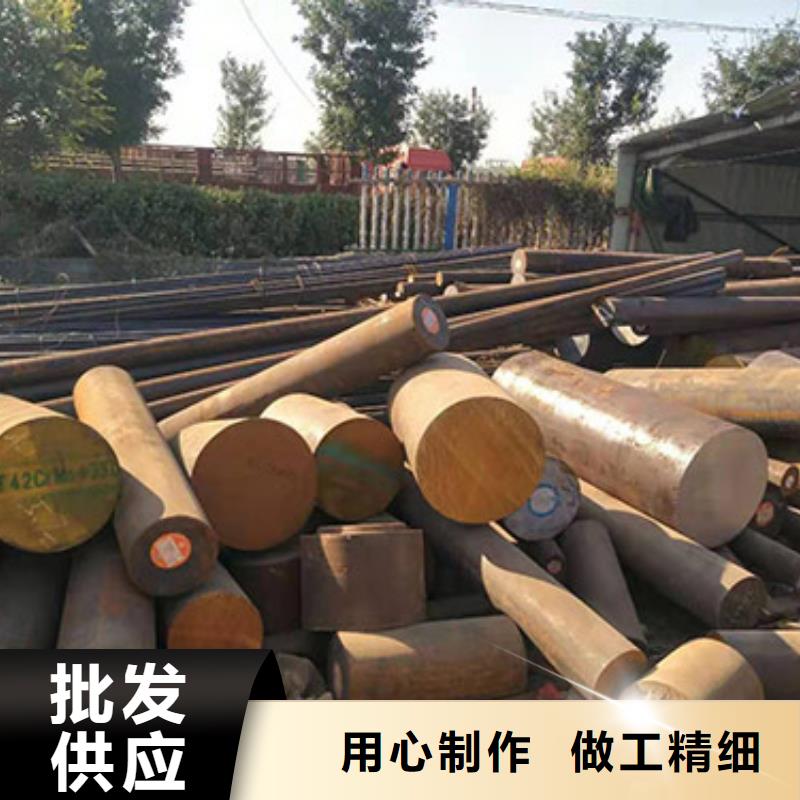
钢材的用处,我们生活中随处可见,大到建筑,桥梁,汽车,小到饭盒,手表等等。
钢材生产出来会有各种分类,例如圆钢、钢板、钢管、方钢、扁钢、冷拉钢、角钢、槽钢、工字钢等,今天我们来看看普通的钢板。它是用钢水浇注,冷却后压制而成的平板状钢材。
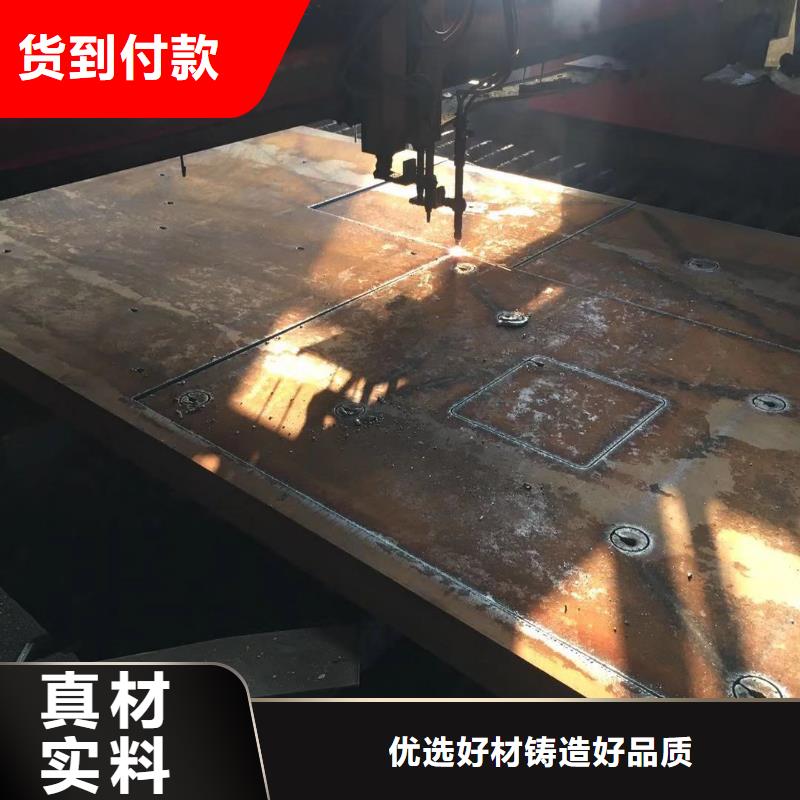
咱们今天就来谈谈其中的一种切割方法—火焰切割。
火焰切割(Flame Cutting)是钢板粗加工的一种常用方式。火焰切割即气切割,传统的是使用乙炔气切割,后来用丙烷,现在出现了天然气切割,并且由于天然气储量丰富、价格便宜、无污染等特性,已经成为火焰切割的 。天然气火焰切割一般会加入天然气添加剂,生成新型火焰切割气,用该气进行火焰切割可使切割效果更好,提高了切割效率,降低了切割成本。
火焰切割是老的热切割方式,其切割钢板厚度从1毫米到1.2米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。
火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。
火焰切割设备的成本低并且是切割厚钢板 经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
火焰切割方法有割炬切割和切割机切割两种。割炬又称火焰枪。采用的燃气不同,构造也不同。常用的是氧一乙炔火焰枪。乙炔压力为0.01~0.12MPa,氧气压力为0.50~1.0MPa。两种气体分别通过各自的通路在火焰枪内混合燃烧,喷出的火焰大小和性质可调节人工手持火焰枪进行切割,通常用于大管坯和板坯轧后的切断或用于钢材矫直后去除缺陷的补充切割。
切割机切割
由工作原理类似于火焰枪的切割炬、定尺机构和切缝清理装置组成。定尺机构有机械式、脉冲式和光电式,可以实现自动定尺。切缝清理装置专门清理切缝口粘附的残渣,以防影响轧制时钢材的表面质量。清理方法有用刮刀刮掉粘渣的,也有用一组高速旋转的尖角锤头打掉粘渣和毛刺的。火焰切割机多作为连铸机后钢坯的在线切割设备,切割大断面方坯、板坯及大管坯,还用来切割厚度大于50mm的成品钢板。

23MnNIMoCR钢板切割要想了解更多就到聚贤丰汇来吧!在选择合理的钢板切割厚度时,应考虑使用时间的质量刚度
聚贤丰汇主要经营圆钢、特种钢、中厚板及特宽特厚钢板切割下料,常年库存有各种规格材质钢板供客户选择,经销厂家舞钢,兴澄,南钢,涟钢,宝钢,天钢、安钢还可根据客户需求定轧各种特殊规格板材,交货期短。可根据用户要求切割半成品及异型件,同时可公路、铁路运输。欢迎各界朋友光临惠顾!
本公司备有大型数控火焰切割机、数控等离子切割机、大型剪板机、500吨大型液压冲床、机械冲床、数控立车、镗床、铣床、加工中心等机械加工设备,承接钢板切割、异形件切割、仿形件切割、剪切钢板、冲孔、折弯、机加工、物流配送等延伸服务。
一、可供钢板规格范围厚度8-900mm,宽度1500-4020mm,长度3000-18000mm,单重可达30吨。
二、可供钢板种类耐磨钢板、低合金高强度钢板、锅炉及压力容器用钢板、碳素结构钢板、桥梁用钢板、建筑结构用钢板、造船及海上平台用钢板、模具用钢板、合金结构用钢板、油气输送管线用钢板、高强度高韧性钢板、耐腐蚀钢板、钢板来图切割加工下料。
三、可供探伤要求、Z15-Z35厚度方向性能要求、高强度高韧性要求等钢板。
23MnNIMoCR钢板切割要想了解更多就到聚贤丰汇来吧
四、可按国标、冶标、美标AISI/AE/ASTM、日本JIS、德标DIN、法国NF、英国BS、欧洲EN、国际ISO等标准供货。
五、可供热处理工艺控轧、正火、回火、正火加回火、调质等。
六、船板已取得DNV、ABS、GL、LR、BV、CCS、RINA、NK、KR等九国船级社认证。
七、可供WDB620等80多个代替进口产品钢板,有20多个品种出口国外。
八,可提供数控火焰切割,等离子切割,激光切割,钢板抛丸喷砂。的切割及电脑工件编程人员,可根据客户所需工件要求、按图纸编程,进行数控切割。为用户加工大型法兰盘,发电机、锅炉、炼钢炉底座、支架、牌坊组件等。异形件切割厚度已达到900mm,切面垂直、平整光滑,受到了客户的肯定与好评。
23MnNIMoCR钢板切割要想了解更多就到聚贤丰汇来吧
不锈钢管市场很难继续下滑,在需求不旺的情况下难以形成上升趋势。稳步盘整成为本月的主旋律。从库存变化来看,不锈钢管市场补货速度在高值后开始下降,季节性需求释放。库存大幅下降。随着后期不锈钢管价格的上涨,市场预期良好。补给又出现了。但这个月后。库存呈小幅下降趋势。不锈钢管价格的正常化和稳定,使贸易商失去了囤积的意愿,不锈钢管市场的在淡季进一步走低。钢厂的高利润能否,不锈钢管市场的话语权能否。 因此,它能在室温下耐火和加工。即易于塑料加工,因为表面处理不需要,所以很容易维护和清洁。L不锈钢板的抗切削腐蚀性能取决于钢中含有的350mm320特厚钢板的切削元素。铬是不锈钢耐蚀性的基本元素。当钢中铬含量达到%左右时。腐蚀介质中的铬和氧作用于钢表面形成氧化膜自钝化膜。350mm320超厚钢板常见的切削元素除铬外,还包括镍钼钛铌铜氮。为了不同用途对不锈钢结构和性能的要求,在确定所选L型不锈钢板的切割方式时,L型不锈钢板在干燥的室内环境下切割效果相当好。采用耐腐蚀性能、弯曲加工性能、焊接件韧性和焊接件冲压加工性能优异的高强度不锈钢板的切割制造方法。
23MnNIMoCR钢板切割要想了解更多就到聚贤丰汇来吧
这是选择不锈钢的前提。了解零件的使用前提是合理选择不锈钢的重要前提。选材人员应了解不锈钢各种功能的常识,限制其使用的环境特性,是否易于购买。在类似退休的前提下,不锈钢材料的实际使用是公平选材的严密依据,应特别注意。

25CrNi3MoA钢板应先切割小件,后割大件;3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。3.6.3直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。25CrNi3MOA特厚钢板切割的优势的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。有效的了在制造大型机械设备配件墙板、面板、齿轮箱、轧机机架牌坊件,轴承座箱体、风电电机法兰方面的加工量,同时为广大厂家钢板加工零部件的工序和加工成本。25CrNI3MOA厚板火焰切割方法范围在现代化厚板生产厂中,板厚大于50mm的钢板在总产量中都占有相当比重,但由于受到剪切设备的限制,对于这种厚度范围的钢板一般用火焰切割机进行切割。钢中各种元素对火焰切割特性都有一定的影。聚贤丰汇公司常年销售首钢、唐钢、天钢、鞍钢、文钢、安钢、承钢、本钢、济钢、包钢等钢厂钢板,现货销售合金板 、容器板、 锅炉板、 碳结板、 耐磨板、 船板、 高锰板、耐磨板等。规格范围:厚度8-650mm.宽度1500-4020mm.长度3000-18800mm
经营范围如下:普碳素钢板:Q235B、Q235C、Q235D、Q235E。
优质碳素钢板:10#、20#、35#、45#、50#、60#、70#、80#。
锰板:20Mn、25Mn 、30Mn、35Mn、40Mn、45Mn、50Mn。
低合金高强度钢板:Q345B、Q345C、Q345D、Q345E、Q460B、Q460C、Q460D。
桥梁钢板:Q235QC、Q235QD、Q345QC、Q345QD。
生产订单规格不统一,存在以下特点:船板比例高,但同宽同厚的比例较低连续生产同宽同厚10块以上的仅占生产总量的13.47%,5块以上的占22.38%,3块以上的占37.75%;订单产品的均宽度和厚度不大,均厚度为19.5毫米,均宽度为2600毫米左右。待温轧制量大由于待温轧制量大,往往需要缩短待温时间来生产作业率。1月~2月,控温轧制所占比例为32.53%,手动待温轧制所占比例为32.34%,轧制控轧板时只能通过空冷待温。须控温轧制的钢板大约待温影响时间为150秒/块,须手动待温轧制的钢板待温影响时间大约为20秒/块。换辊打乱生产节奏该车间常以5对辊径大小不同的工作辊使用,一方面可满足各规格钢板生产的需要;另一方面可确保现场小辊径工作辊的正常投用以及后续的报废处。
25CrNI3MOA合金钢板切割对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。在进行半自动切割时,应将导轨放在被切割钢板的面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,切割直度和切割速度。3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心以2~5mm为宜,距离太会使切口边沿熔化,太远热量不足,易使切割中断。3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10~20倾角,使零件边缘均匀受热。3.6为了防止气割变形,操作过程中应注意以下几个方面:3.6.1在钢板上切割不同尺寸的工件。
汽车大梁板:370L、420L、440L、510L、550L、610L、700L。
压力容器钢板:Q245R、20G、Q345R、16MnG、15CrMoR。
弹簧钢板:27SiMn、35SiMn、55SiMn、60Si2Mn、65Mn。
高强度耐磨钢板:NM360、NM400、NM450、NM500、NM550、NM600。
高锰钢板:Mn13、Mn16。
合金结构钢板:20Cr、40Cr、15CrMo、20CrMo、25CrMo、30CrMo、35CrMo、40CrMo、42CrMo、20Mn2、40Mn2、50Mn2、20MnSi、20CrMnMo、、40CrA、40CrV、、25Mn2、28Mn2、30Mn2、、、30CrMo(A)、35CrMo(A)、30CrMoA(V)、、50CrMo、42CrMoA、42CrMo4、(NJF)、20CrMnMo、WF20CrMnTi、SCr440、4118HM、40MnB、20MnTiB、20CrMnTi、30CrMnTi、27SiMn、HC40Cr、SCM440、F35VS、F40VS等
不锈钢板:201、202、301、304、321、316、304L、316L、310S。
这样才能对厂家有了解。除了要看下料机品质之外,还要看厂家所能提供的服务,任何设备都不可能不出故障,因此售后服务对于下料机设备来说是非常重要的,这样可以为用户提供、详细的指导。以外,一定要看准下料机与自身生产的匹配程度,不妨再好的机器也发挥不了作用。25CrNI3MOA钢板零割工艺改进优势钢板生产、钢板零割加工企业在日常操作的时候都要有固定的操作流程,企业在制定这个流程的时候,基本上也都是本身效率、质量、经济等各方面协调的原则。就如钢板零割加工来说,要想得到的切割质量和切割效率,该如何进行呢首先肯定要注意钢板本身的质量,我们购买回来需要切割加工的钢板其本身质量不达标,出现生锈或变形的缺陷,那不仅会增加切割难度,还容易造成切割质量。

激光切割钢板是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,将逐渐改进或取代于传统的金属切割工艺设备。激光刀头的机械部分与工件无接触,在工作中不会对工件表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
切割钢板与传统的氧乙炔、等离子等切割工艺相比,激光切割钢板速度快、切缝窄、热影响区小、切缝边缘垂直度好、切边光滑,同时可激光切割的材料种类多,包括碳钢、不锈钢、合金钢、木材、塑料、橡胶、布、石英、陶瓷、玻璃、复合材料等。随着市场经济的飞速发展和科学技术的日新月异,激光切割技术已广泛应用于汽车、机械、电力、五金以及电器等领域。近年来,激光切割技术正以前所未有的速度发展,每年都以15%~20%的速度增长。我国自1985年以来,更是以每年近25%的速度增长。当前,我国激光切割技术的整体水平与先进 相比还存在着不小的差距,因此,在国内市场激光切割技术具有广阔的发展前景和巨大的应用空间 。
激光切割机在切割钢板过程中,光束经切割头的透镜聚焦成一个很小的焦点,使焦点处达到高的功率密度,其中切割头固定在z轴上。这时,光束输入的热量远远超过被材料反射、传导或扩散的部分热量,材料很快被加热到熔化与汽化温度,与此同时,一股高速气流从同轴或非同轴侧将熔化及汽化了的材料吹出,形成材料切割的孔洞。随着焦点与材料的相对运动,使孔洞形成连续的宽度很窄的切缝,完成材料的切割。
当前,激光切割机的外光路部分主要采用的是飞行光路系统。从激光发生器发出的光束经过反射镜1、2、3到达切割头上的聚焦透镜,聚焦后在待加工材料表面形成光斑。其中反射镜片1固定在机身上不动;横梁上反射镜2随着横梁的运动作x向运动;z轴上的反射镜片3随z轴的运动作y向的运动。从图中不难看出,在切割过程中,随着横梁作x向运动,z轴部分作y向运动,光路的长度时刻发生着变化。
目前,民用激光发生器由于制造成本等原因,所发出的激光光束都具有一定的发散角,呈“锥形”。当“锥形”的高度改变时(相当于激光切割机光路长度改变),聚焦透镜表面的光束横截面面积也随之改变。此外,光还具有波的性质,因此,不可避免地会出现衍射现象,衍射会使光束在传播过程中发生横向扩展,该现象存在于所有的光学系统中,能够决定这些系统在性能方面的理论极限值。由于高斯光束呈“锥形”和光波的衍射作用,当光路长度变化时,作用在透镜表面的光束直径时刻发生着变化,这就会引起焦点大小和焦点深度的变化,但对焦点位置的影响很小。如果焦点大小和焦点深度在连续加工中发生变化,必然会对加工产生很大影响,比如,会造成切割缝宽度不一致、在相同切割功率下会割不透或烧蚀板材等